Ministerio Del Poder Popular Para La Educación Superior
I.U.P"Santiago Mariño"
Escuela 45 Ingenieria Industrial
Catedra: Procesos de manufacturas
Extensión Puerto Ordaz
PROCESO DE CONFORMADO DE LOS METALES

Profesor: Integrantes:
Alcides Cadiz Castillo Adriana
Aristimuño Nayrovis
Prensas excéntricas
Son conocidas por ejemplo prensas excéntricas de marcha rápida con regulación de altura, en las que la excéntrica lleva un casquillo de excéntrica, en el que está montada la biela. Las prensas tienen capacidad para la producción rápida, puesto que el tiempo de operación es solamente el que necesita para una carrera del ariete, mas el tiempo necesario para alimentar el material. Por consiguiente se pueden conservar bajos costos de producción.

Prensas hidráulicas
Es un mecanismo conformado por vasos comunicantes impulsados por pistones de diferente área que, mediante pequeñas fuerzas, permite obtener otras mayores. Los pistones son llamados pistones de agua, ya que son hidráulicos. Estos hacen funcionar conjuntamente a las prensas hidráulicas por medio de motores.

En el conformado de metales se deben tener en cuenta ciertas propiedades, tales como un bajo límite de fluencia y una alta ductilidad. Estas propiedades son influenciadas por la temperatura: cuando la temperatura aumenta, el límite de fluencia disminuye mientras que la ductilidad aumenta.
Existe para esto un amplio grupo de procesos de manufactura en los cuales las herramientas, usualmente un dado de conformación, ejercen esfuerzos sobre la pieza de trabajo que las obligan a tomar la forma de la geometría del dado.
Diagrama esfuerzo-deformación
Es la curva resultante graficada con los valores del esfuerzo y la correspondiente deformación unitaria en el espécimen calculado a partir de los datos de un ensayo de tensión o de compresión.
Es la curva resultante graficada con los valores del esfuerzo y la correspondiente deformación unitaria en el espécimen calculado a partir de los datos de un ensayo de tensión o de compresión.
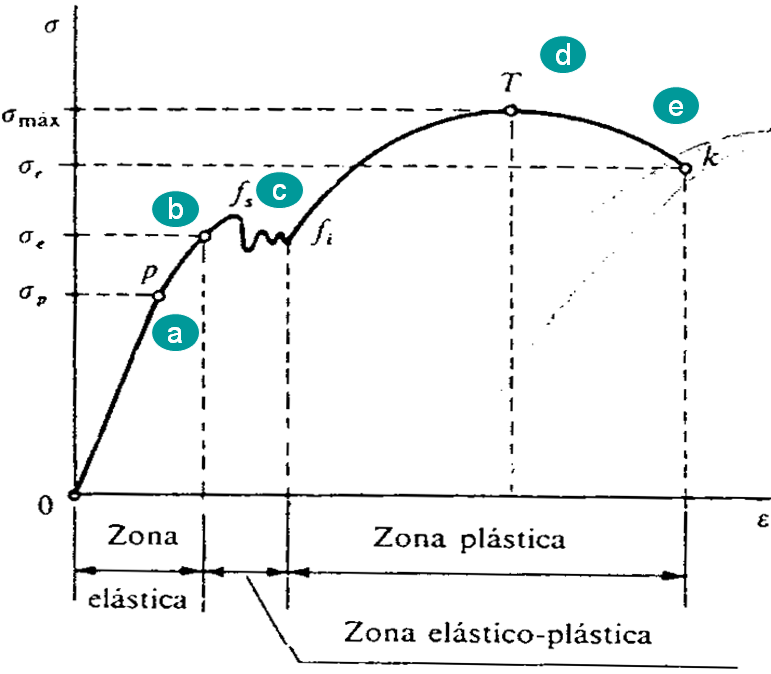
a) Límite de proporcionalidad:
Se observa que va desde el origen O hasta el punto llamado límite de proporcionalidad, es un segmento de recta rectilíneo, de donde se deduce la tan conocida relación de proporcionalidad entre la tensión y la deformación enunciada en el año 1678 por Robert Hooke. Cabe resaltar que, más allá la deformación deja de ser proporcional a la tensión.
b) Limite de elasticidad o limite elástico:
Es la tensión más allá del cual el material no recupera totalmente su forma original al ser descargado, sino que queda con una deformación residual llamada deformación permanente.
c) Punto de fluencia:
Es aquel donde en el aparece un considerable alargamiento o fluencia del material sin el correspondiente aumento de carga que, incluso, puede disminuir mientras dura la fluencia. Sin embargo, el fenómeno de la fluencia es característico del acero al carbono, mientras que hay otros tipos de aceros, aleaciones y otros metales y materiales diversos, en los que no manifiesta.
d) Esfuerzo máximo:
Es la máxima ordenada en la curva esfuerzo-deformación.
e) Esfuerzo de Rotura:
Verdadero esfuerzo generado en un material durante la rotura.
Usos y aplicaciones
- DOBLADO
El doblado de metales es la deformación de láminas alrededor de un determinado ángulo. Los ángulos pueden ser clasificados como abiertos (si son mayores a 90 grados), cerrados (menores a 90°) o rectos. Durante la operación, las fibras externas del material están en tensión, mientras que las interiores están en compresión. El doblado no produce cambios significativos en el espesor de la lámina metálica.

Tipos de doblado
- Doblado entre formas
En este tipo de doblado, la lámina metálica es deformada entre un punzón en forma de V u otra forma y un dado. Se pueden doblar con este punzón desde ángulos muy obtusos hasta ángulos muy agudos. Esta operación se utiliza generalmente para operaciones de bajo volumen de producción.
- Doblado deslizante
En el doblado deslizante, una placa presiona la lámina metálica a la matriz o dado mientras el punzón le ejerce una fuerza que la dobla alrededor del borde del dado.
Este tipo de doblado está limitado para ángulos de 90°.
- EMBUTIDO
El proceso de embutido consiste en colocar la lámina de metal sobre un dado y luego presionándolo hacia la cavidad con ayuda de un punzón que tiene la forma en la cual quedará formada la lámina.
El número de etapas de embutición depende de la relación que exista entre la magnitud del disco y de las dimensiones de la pieza embutida, de la facilidad de embutición, del material y del espesor de la chapa. Es decir, cuanto más complicadas las formas y más profundidad sea necesaria, tanto más etapas serán incluidas en dicho proceso.

Proceso de Embutido de lámina
1. Identificar el punzón de embutido.
2. Establecer las funciones de cada uno de los estudiantes.
3. Realizar el montaje del punzón en la prensa:
a. Colocar el punzón.
b. Colocar la matriz.
c. Pre-asegurar el sistema de punzón y matriz con bridas de sujeción.
d. Verificar que las caras marcadas con cero estén en el mismo plano.
e. Centrar la matriz con respecto al punzón.
f. Colocar la lámina resultante del troquel entre el punzón y la matriz.
4. Embutir la lámina.
5. Sacar la chapa de la matriz cuidadosamente.
6. Observar la chapa resultante
3. Realizar el montaje del punzón en la prensa:
a. Colocar el punzón.
b. Colocar la matriz.
c. Pre-asegurar el sistema de punzón y matriz con bridas de sujeción.
d. Verificar que las caras marcadas con cero estén en el mismo plano.
e. Centrar la matriz con respecto al punzón.
f. Colocar la lámina resultante del troquel entre el punzón y la matriz.
4. Embutir la lámina.
5. Sacar la chapa de la matriz cuidadosamente.
6. Observar la chapa resultante
- Cizallado
Operación de corte de láminas que consiste en disminuir la lámina a un menor
tamaño.
tamaño.

- Troquelado

- Laminado
Este es un proceso en el cual se reduce el espesor del material pasándolo entre un par de rodillos rotatorios. Los rodillos son generalmente cilíndricos y producen productos planos tales como láminas o cintas. También pueden estar ranurados o grabados sobre una superficie a fin de cambiar el perfil, así como estampar patrones en relieve. Este proceso de deformación puede llevarse a cabo, ya sea en caliente o en frío.

- Forjado
En el caso más simple, el metal es comprimido entre martillo y un yunque y la forma final se obtiene girando y moviendo la pieza de trabajo entre golpe y golpe. Para producción en masa y el formado de secciones grandes, el martillo es sustituido por un martinete o dado deslizante en un bastidor e impulsado por una potencia mecánica, hidráulica o vapor.

- Estirado
Este es esencialmente un proceso para la producción de formas en hojas de metal. Las hojas se estiran sobre hormas conformadas en donde se deforman plásticamente hasta asumir los perfiles requeridos. Es un proceso de trabajo en frío y es generalmente el menos usado de todos los procesos de trabajo.

Estirado.
- Extrusión
En este proceso un cilindro o trozo de metal es forzado a través de un orificio por medio de un émbolo, por tal efecto, el metal estirado y extruido tiene una sección transversal, igual a la del orificio del dado.
Hay dos tipos de extrusión, extrusión directa y extrusión indirecta o invertida. En el primer caso, el émbolo y el dado están en los extremos opuestos del cilindro y el material es empujado contra y a través del dado. En la extrusión indirecta el dado es sujetado en el extremo de un émbolo hueco y es forzado contra el cilindro, de manera que el metal es extruido hacia atrás, a través del dado.

Cálculo de numero de pases de embutición
La determinación de las dimensiones de la chapa de la que ha de salir el objeto embutido se basa en la igualdad de los volúmenes de material del trozo de chapa inicial y el de la pieza embutida. La importancia de la determinación del desarrollo se basa en tres necesidades
1. Economía del material
2. Facilidad de embutición
3. Reducción del número de útiles.

También se puede calcular la embuitición con una tabla que se vera a continuación

Uso de tablas de esfuerzos en materiales a conformar y otras variables de interés.
